
હીટ સ્ક્રિન ઇન્સ્યુલેટીંગ ટ્યુબિંગ

અરજી
1.36kV સુધીના મધ્યમ વોલ્ટેજ માટે વપરાય છે
2. ભેજ અને દબાણ સામે રક્ષણ
3. કેબલ સમાપ્તિ અને મધ્યવર્તી કનેક્ટિંગ ઇન્સ્યુલેશન સંરક્ષણ માટે યોગ્ય
લક્ષણ
1.હોટ મેલ્ટિંગ એડહેસિવ વધુ સારી વોટરપ્રૂફ પૂરી પાડે છે
2. કોટિંગ પ્રકાર: ફિલ્મ કોટિંગ
3.ઉત્તમ કાટ પ્રતિકાર
4.યુવી પ્રતિકાર અને હવામાન પ્રતિકાર
5.હેલોજન-મુક્ત
6.ઉત્તમ વિદ્યુત અને યાંત્રિક ગુણધર્મો
7.સંકોચન ગુણોત્તર 3:1
8.મધ્યમ દિવાલ
લક્ષણ
1. પ્રાધાન્યક્ષમ વિદ્યુત ઉપકરણ કાર્ય
2. વિશ્વસનીય ઇન્સ્યુલેશન
3.સુપિરિયર હર્મેટિક સીલિંગ
4.ઉત્તમ ગરમી/ઠંડા સાબિતી, વોટરપ્રૂફ, વૃદ્ધત્વ વિરોધી,
5. ઇલેક્ટ્રિક પાવર, ઇલેક્ટ્રોનિક, પેટ્રોલિયમ, કેમિકલ એન્જિનિયરિંગ, બાંધકામ અને સંદેશાવ્યવહારના ક્ષેત્રમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે
ઉષ્મા સંકોચાઈ શકે તેવી નળીઓના ઉત્પાદન માટે પહેલા યોગ્ય માસ્ટરબેચ પસંદ કરવી જોઈએ અને પછી વિશિષ્ટ ઉત્પાદન માટે સહાયક સામગ્રી પસંદ કરવી જોઈએ.
થર્મલ હાઉસિંગ કેસીંગ.
1. હીટ સંકોચાઈ શકે તેવી ટ્યુબની ઉત્પાદન પ્રક્રિયા સૌપ્રથમ પોલિએન લીચ માસ્ટરબેચનું ઉત્પાદન છે: વિવિધ પોલિએન લીચ બેઝ સામગ્રીને વિવિધ કાર્યાત્મક સહાયક સામગ્રી સાથે સંયોજિત કરીને
સામગ્રીનું સૂત્ર ગુણોત્તર અનુસાર વજન કરવામાં આવે છે અને પછી મિશ્ર કરવામાં આવે છે: મિશ્રિત સામગ્રીને ટ્વીન-સ્ક્રુ એક્સ્ટ્રુડરમાં મૂકવામાં આવે છે અને પોલિએન લીચ ફંક્શનલ માસ્ટરબેચ બનાવવા માટે પેલેટાઇઝ કરવામાં આવે છે.
2. ઉત્પાદન મોલ્ડિંગ પ્રક્રિયા: ઉત્પાદનના આકાર અનુસાર, સિંગલ સ્ક્રુ એક્સટ્રુઝન અને ઈન્જેક્શન મોલ્ડિંગની બે પદ્ધતિઓનો ઉપયોગ કરી શકાય છે.
પ્રક્રિયા અને ઉત્પાદન માટે:
1. સિંગલ-સ્ક્રુ એક્સટ્રુઝન પ્રકાર: મુખ્યત્વે હીટ સિંક પાઈપોના એક્સટ્રુઝન મોલ્ડિંગ માટે વપરાય છે, જેમ કે સિંગલ-વોલ હીટ-સંકોચવા યોગ્ય ટ્યુબ, ગુંદર સાથે ડબલ-વોલ હીટ-સંકોચી શકાય તેવી ટ્યુબ અને મધ્યમ જાડાઈ
વોલ હીટ સિંક પાઈપો, હાઈ પ્રેશર બસબાર હીટ સિંક પાઈપો, ઉચ્ચ તાપમાનની ગરમીથી સંકોચાઈ શકે તેવી પાઈપો અને અન્ય પ્રોડક્ટ્સ આ બધું સિંગલ સ્ક્રુ એક્સટ્રુઝન દ્વારા પ્રોસેસ કરવામાં આવે છે અને બને છે.
હીટ સંકોચાઈ શકે તેવી ટ્યુબ પ્રોડક્શન લાઇનમાં નીચેના સાધનો હોવા જોઈએ: એક્સટ્રુડર (હીટ સિંક ટ્યુબ બનાવતી), પ્રોડક્શન મોલ્ડ, કૂલિંગ વોટર ટાંકી, ટેન્શન ડિવાઇસ અને
ડિસ્ક ઉપકરણ, વગેરે.
2. ઈન્જેક્શન મોલ્ડિંગ: મુખ્યત્વે ગરમી-સંકોચાઈ શકે તેવા વિશિષ્ટ આકારના ભાગોના ઉત્પાદન માટે વપરાય છે, જેમ કે હીટ સિંક કેપ્સ, ગરમીથી સંકોચાઈ શકે તેવી છત્રી સ્કર્ટ, ગરમીથી સંકોચાઈ શકે તેવી આંગળીના કોટ્સ અને અન્ય ઉત્પાદનો
તે બધા ઈન્જેક્શન મોલ્ડિંગનો ઉપયોગ કરે છે, અને ઉત્પાદન સાધનોમાં ઈન્જેક્શન મોલ્ડિંગ મશીન અને ઈન્જેક્શન મોલ્ડનો સમાવેશ થવો જોઈએ.
3. આગળનું મહત્વનું પગલું રેડિયેશન ક્રોસ-લિંકિંગ છે.એક્સટ્રુઝન અથવા ઈન્જેક્શન મોલ્ડિંગ દ્વારા બનેલા ઉત્પાદનો હજુ પણ રેખીય મોલેક્યુલર સ્ટ્રક્ચર્સ છે.
માળખું, ઉત્પાદનમાં હજી "મેમરી ફંક્શન" નથી, અને તાપમાન પ્રતિકાર, વૃદ્ધત્વ પ્રતિકાર અને વસ્ત્રો પ્રતિકારનું પ્રદર્શન પૂરતું નથી.
ઉત્પાદનની પરમાણુ રચના બદલો.અમે સામાન્ય રીતે જે પદ્ધતિનો ઉપયોગ કરીએ છીએ તે રેડિયેશન ક્રોસલિંકિંગ ફેરફાર છે: ઇલેક્ટ્રોન એક્સિલરેટર રેડિયેશન ક્રોસલિંકિંગ, કોબાલ્ટ સ્ત્રોત રેડિયેશન
ક્રોસ-લિંકિંગ, પેરોક્સાઇડ કેમિકલ ક્રોસ-લિંકિંગ, આ સમયે પરમાણુ એક રેખીય પરમાણુ બંધારણમાંથી નેટવર્ક માળખામાં બદલાય છે.બહિષ્કૃત ઉત્પાદનો પસાર થાય છે
ક્રોસ-લિંકિંગ પછી, તેની "મેમરી ઇફેક્ટ" હોય છે, જે તાપમાન પ્રતિકાર, યાંત્રિક ગુણધર્મો અને ગરમી સંકોચાઈ શકે તેવી નળીના રાસાયણિક ગુણધર્મોને મોટા પ્રમાણમાં વધારે છે.ચોક્કસ ટેબલ
હવે હીટ સિંક ટ્યુબ સહિષ્ણુતાની સ્થિતિમાંથી અસંગત, વૃદ્ધત્વ પ્રતિકાર, ઘર્ષણ પ્રતિકાર અને રાસાયણિક કાટ પ્રતિકારમાં બદલાઈ ગઈ છે.
4. વિસ્તરણ મોલ્ડિંગ: રેડિયેશન ક્રોસલિંકિંગ દ્વારા સંશોધિત ઉત્પાદન પહેલાથી જ "આકાર મેમરી અસર" ધરાવે છે, અને તે ઉચ્ચ
તાપમાન હેઠળ બિન-ગલન કામગીરી.ઊંચા તાપમાને ગરમ કર્યા પછી, શૂન્યાવકાશ ફૂંકાય છે અને ઠંડુ થાય છે, તે સમાપ્ત ગરમી સંકોચાઈ શકે તેવી નળી બની જાય છે, અને પછી ટ્યુબ અનુસાર
ફિનિશ્ડ પ્રોડક્ટના પેકેજિંગ અને ક્લોઝિંગની વાસ્તવિક પરિસ્થિતિ પણ ગ્રાહકની જરૂરિયાતો અનુસાર કાપી અને પ્રિન્ટ કરી શકાય છે.તટસ્થ સામાન્ય પેકેજિંગ પણ ઉપલબ્ધ છે.
પ્રદર્શન
| ટેસ્ટ | ટેસ્ટ પદ્ધતિ | જરૂરિયાત |
| ઓપરેટિંગ તાપમાન | યુએલ 224 | -50 થી +125 ℃ |
| તણાવ શક્તિ | એએસટીએમ ડી 2671 | ≥14 MPa |
| વિરામ સમયે વિસ્તરણ | એએસટીએમ ડી 2671 | 400% |
| ગરમી વૃદ્ધત્વ પછી વિરામ પર વિસ્તરણ | ASTM D 2671 158℃/168hrs | ≥300% |
| રેખાંશ સંકોચન | યુએલ 224 | 0±5% |
| આંશિક દિવાલ દર | એએસટીએમ ડી 2671 | ~30% |
| જ્યોત મંદતા | VW-1 | પાસ |
| વોલ્યુમ પ્રતિકારકતા | IEC 93 | 1014Ω.m |
| કોપર સ્થિરતા | UL224 | પાસ |
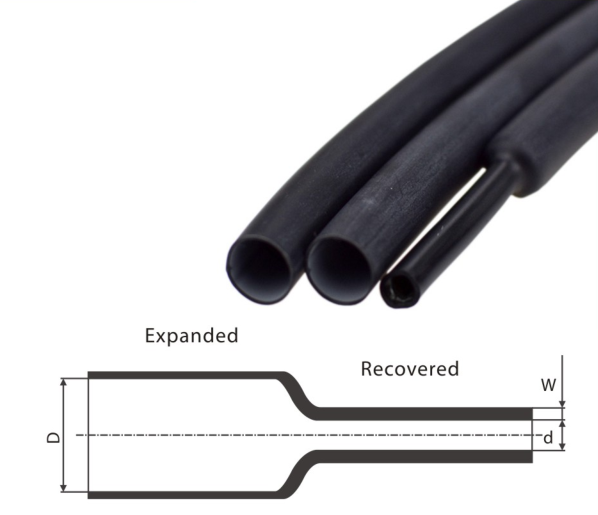
| પ્રકાર | એપ્લિકેશન વ્યાસ શ્રેણી(mm) | વિસ્તૃત(mm) | પુનઃપ્રાપ્ત(mm) | |
| D(મિનિટ) | d(મહત્તમ) | W(મિનિટ) | ||
| RSG-15/5 | 4.5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6.5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6.5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





